





 您现在的位置:
您现在的位置: 返回
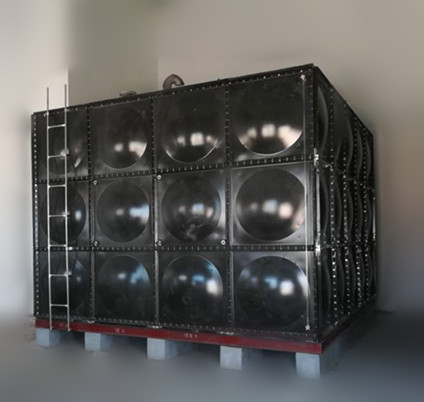
返回不锈钢水箱其材料一般为SUS304,对于不锈钢储水箱,常用的焊接方式是点焊、缝焊和氩弧焊。不锈钢水箱采用不锈钢钢板冲压出加强筋,并用不锈钢焊接条整体焊接而成,结构简单,强度好,可制造较大容量的水箱。因箱体采用不锈钢板整体焊接,彻底遮断了太阳光的照射,所以不会滋生藻类。使水质始终保持清洁。专业焊工现场氩弧焊接。施工现场有标准电源。不锈钢水箱四周有≥500mm的检修空间。外观检验无锈蚀,无污染:注满水2-3h,箱体无明显变形,焊缝无渗漏为合格。
不锈钢水箱焊缝要丰满,水箱外层焊接外表要润滑、美观、无夹渣、无焊瘤、无气孔、无裂痕,焊接口不克不及有凹裂、别离景象,不得有割手景象。水箱内胆焊缝需进行抛光处置。不锈钢水箱的平底板应坚持平坦。不锈钢水箱顶部及人孔都必需满焊。焊接式不锈钢水箱的衔接口都必需优越的焊接,还尽量坚持垂直,至少倾斜度不大于1°
顶板的焊接
顶角局部也应满焊。焊接须采用氩弧焊和不锈钢焊条停止焊接,制止不标准焊接操作。不锈钢水箱内撑,应折成“凹”形或“角铁”形,而且无毛刺、快口。支撑的焊接应满焊,制止点焊,以到达支撑强度。支撑杆的间隔普通不大于1米,尺度应契合拉力强度的要求。其他高度的水箱,应相应缩小支撑杆的尺度。
2、固定底板
将经检测合格的水箱底板点焊在槽钢底架上,要求固定于底架的中部。
3、不锈钢水箱固定侧板
将经检测合格的水箱压制板按照顺序点焊在水箱底板上,每张板在固定以后,均应用水平尺和线坠检测垂直度,无误后再点焊下一张,直至所有侧板点焊完成。
4、固定盖板
将经检测合格的水箱盖板固定在侧板上,盖板的中部与箱底之间加有立柱,以盖板的整体平整。
5、安装附件
按照水箱结构将内部拉杆固定完成,并安装内外梯。
6、开孔
按照图纸所示的位置及管径的要求开孔,并将各开孔的法兰短管点焊好,法兰的水平度与垂直度要符合要求。
7、进行水箱的整体焊接,要求焊缝无砂眼、气孔、夹渣等缺陷。
不锈钢水箱焊缝要丰满,水箱外层焊接外表要润滑、美观、无夹渣、无焊瘤、无气孔、无裂痕,焊接口不克不及有凹裂、别离景象,不得有割手景象。水箱内胆焊缝需进行抛光处置。不锈钢水箱的平底板应坚持平坦。不锈钢水箱顶部及人孔都必需满焊。焊接式不锈钢水箱的衔接口都必需优越的焊接,还尽量坚持垂直,至少倾斜度不大于1°
顶板的焊接
顶角局部也应满焊。焊接须采用氩弧焊和不锈钢焊条停止焊接,制止不标准焊接操作。不锈钢水箱内撑,应折成“凹”形或“角铁”形,而且无毛刺、快口。支撑的焊接应满焊,制止点焊,以到达支撑强度。支撑杆的间隔普通不大于1米,尺度应契合拉力强度的要求。其他高度的水箱,应相应缩小支撑杆的尺度。
2、固定底板
将经检测合格的水箱底板点焊在槽钢底架上,要求固定于底架的中部。
3、不锈钢水箱固定侧板
将经检测合格的水箱压制板按照顺序点焊在水箱底板上,每张板在固定以后,均应用水平尺和线坠检测垂直度,无误后再点焊下一张,直至所有侧板点焊完成。
4、固定盖板
将经检测合格的水箱盖板固定在侧板上,盖板的中部与箱底之间加有立柱,以盖板的整体平整。
5、安装附件
按照水箱结构将内部拉杆固定完成,并安装内外梯。
6、开孔
按照图纸所示的位置及管径的要求开孔,并将各开孔的法兰短管点焊好,法兰的水平度与垂直度要符合要求。
7、进行水箱的整体焊接,要求焊缝无砂眼、气孔、夹渣等缺陷。


 鲁公网安备 37142802000208号
鲁公网安备 37142802000208号