





 您现在的位置:
您现在的位置: 返回
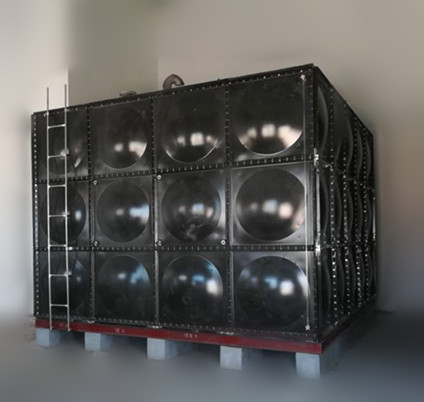
返回不锈钢水箱焊前辊坯检查:将需要进行堆焊修补的支撑辊坯与合格证上的数据进行比对,核实准确后,再进行辊径的质量与尺寸检查。温度检查:按照《质量检查要领书》的规范来进行预热温度检查,在进行堆焊时可以用接触式表面温度计来对工件的层间温度进行测量,层间温度应该比预热温度低20-50度,并在堆焊时要保持不变。
堆焊参数检查:在堆焊的时候,应该对焊接速度、电弧电压、焊接电流、焊道成型及尺寸、机头移动速度、焊弧导前距离等参数进行检查,然后填写于记录表中。
外观质量检查:在进行堆焊时,应该对堆焊层的外观质量进行检查,看是否有裂纹、夹渣、气孔、咬边等缺陷,如果出现缺陷,应该进行及时的处理。
焊后检查:在焊接完成后,应该进行宏观检查、尺寸检查与堆焊层质量检查,若没有缺陷且堆焊层制作余量够,就可以进行焊后热处理了。热处理完成后,再对辊面进行车削制作,再进行表面硬度检查、外观检查、尺寸检查。
堆焊参数检查:在堆焊的时候,应该对焊接速度、电弧电压、焊接电流、焊道成型及尺寸、机头移动速度、焊弧导前距离等参数进行检查,然后填写于记录表中。
外观质量检查:在进行堆焊时,应该对堆焊层的外观质量进行检查,看是否有裂纹、夹渣、气孔、咬边等缺陷,如果出现缺陷,应该进行及时的处理。
焊后检查:在焊接完成后,应该进行宏观检查、尺寸检查与堆焊层质量检查,若没有缺陷且堆焊层制作余量够,就可以进行焊后热处理了。热处理完成后,再对辊面进行车削制作,再进行表面硬度检查、外观检查、尺寸检查。


 鲁公网安备 37142802000208号
鲁公网安备 37142802000208号