





 您现在的位置:
您现在的位置: 返回
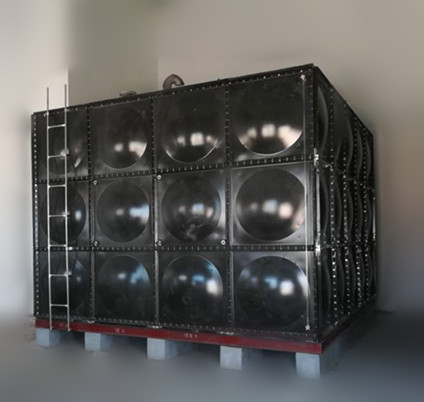
返回不锈钢水箱的拼装焊接应满焊,内外部拼装不锈钢焊接务必平整,比列匀称,无补焊,无渗透系数。
结构电弧焊接焊缝都要保障没有漏泄,而且标准一次焊接完成而不易漏泄。
水箱顶板的焊接需用全电弧焊接,不应有漏焊或点焊,顶角部分也应充分焊接。焊接必须通过亚弧焊和不锈钢焊条进行。严格禁止焊接操作。
不锈钢水箱内支撑架应折出“凹”形或“角铁”形,且无毛边,口快。支撑架的焊接应充分焊接,禁止点焊,以支撑架的强度。支杆的间隔一般不超出1米,尺寸应满足抗压强度要求。对于特殊性高宽比的水箱,支撑架的尺寸应相对增加。
不锈钢水箱底盘应选用10号槽钢焊接,保障其水平,总体水平与水准。
不锈钢水箱的出入口和出口处应采用SUS304不锈钢无缝钢管和不锈钢法兰焊接。
不锈钢水箱的井盖应美观大方,细腻,无快速,必须充分焊接。安装后,交换机非常灵活。梯子的材料应人在爬梯时的强度,并宽度大于或等于400mm。焊接和生产应注意外观和光滑度。
不锈钢水箱工程验收:外型检验无腐蚀。当水充好24小时后,不锈钢水箱箱体没有非常明显的弯曲,对接焊缝处没有漏泄或渗水。
结构电弧焊接焊缝都要保障没有漏泄,而且标准一次焊接完成而不易漏泄。
水箱顶板的焊接需用全电弧焊接,不应有漏焊或点焊,顶角部分也应充分焊接。焊接必须通过亚弧焊和不锈钢焊条进行。严格禁止焊接操作。
不锈钢水箱内支撑架应折出“凹”形或“角铁”形,且无毛边,口快。支撑架的焊接应充分焊接,禁止点焊,以支撑架的强度。支杆的间隔一般不超出1米,尺寸应满足抗压强度要求。对于特殊性高宽比的水箱,支撑架的尺寸应相对增加。
不锈钢水箱底盘应选用10号槽钢焊接,保障其水平,总体水平与水准。
不锈钢水箱的出入口和出口处应采用SUS304不锈钢无缝钢管和不锈钢法兰焊接。
不锈钢水箱的井盖应美观大方,细腻,无快速,必须充分焊接。安装后,交换机非常灵活。梯子的材料应人在爬梯时的强度,并宽度大于或等于400mm。焊接和生产应注意外观和光滑度。
不锈钢水箱工程验收:外型检验无腐蚀。当水充好24小时后,不锈钢水箱箱体没有非常明显的弯曲,对接焊缝处没有漏泄或渗水。


 鲁公网安备 37142802000208号
鲁公网安备 37142802000208号